When you build EMC test enclosures, military shelters, or R&D shielding rooms, one copper mesh specification appears again and again: 16 mesh (16 openings per inch) with 0.2794mm (0.011 inch) wire diameter. It’s the industry’s sweet spot for balancing shielding effectiveness, flexibility, and cost.
But here’s the problem most Western buyers face:
Inconsistent batches. Oxidized rolls. Missing RoHS documents. And zero visibility into factory process.

This case study follows a real (anonymized) German EMI shielding supplier who suffered all of the above with two Asian suppliers. Then they switched to Hightop Group in late 2025. Since then, they have placed four repeat orders and listed us as an approved supplier.
Below is why they chose us, what we did differently, and what you can expect if you are tired of testing every roll yourself.
The customer’s three headaches (you may recognize them).
This German supplier makes modular Faraday cages for automotive and medical test labs. On paper, every supplier gave them the same spec: 16 mesh, 0.2794mm bare copper wire, 1.2m width rolls. But in reality:
- Batch inconsistency
Mesh density varied by ±5% across deliveries. Some cages passed 80dB attenuation at 1GHz, others failed. Their engineers had to re-test every batch – 8 hours of labor lost per shipment. - Surface oxidation and edge damage
Multiple rolls arrived with dark copper oxide spots and bent strands at the edges. In a Faraday cage, even small defects create RF leakage paths. They rejected ~12% of material from their previous supplier. - Missing or slow compliance documents
Their end customers demanded RoHS, REACH, and conflict mineral declarations. Previous suppliers either gave untraceable photocopies or took over two weeks to respond. This delayed the customer’s own deliveries.
The purchasing manager told us in a video call:
*“We like the 16/0.2794mm spec – it works technically. But we are tired of chasing suppliers for paperwork. Can you prove that your process is truly controlled?
How Hightop responded – with transparency, not promises.
We didn’t send a simple quotation. Instead, we scheduled a 30 minute technical meeting (Teams) and prepared three concrete proofs:
Production & QC records for the exact 16/0.2794mm specification. We shared a 3 month sanitized log showing:
Copper purity ≥99.95% (in house spectrometer)

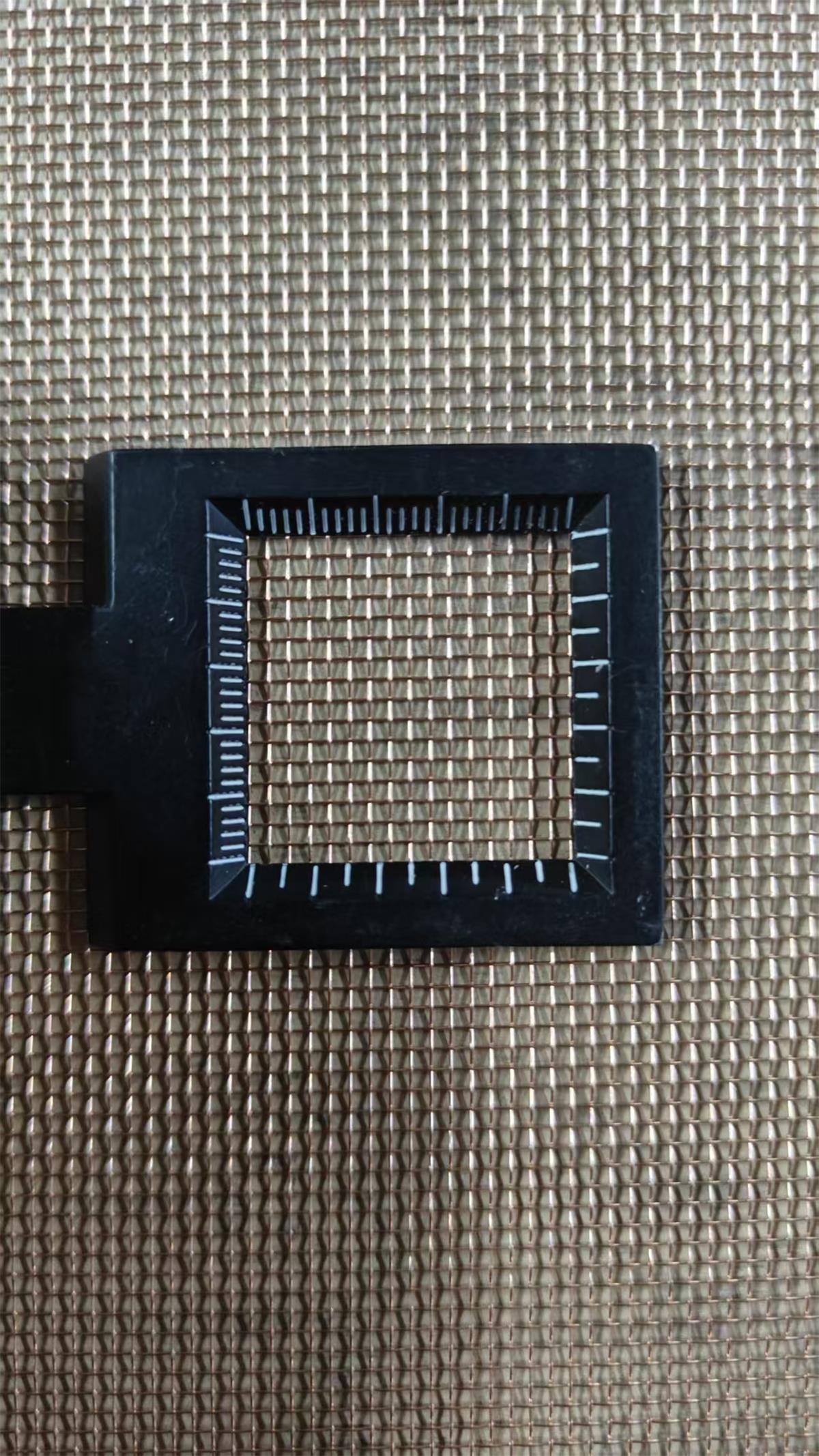
Mesh count range: 15.8–16.2 per inch across 47 batches (CPK ≥1.33)
Tensile strength and elongation (ASTM E8)
A short video of our edge finishing process – heat sealed mesh borders that eliminate fraying. Their quality engineer saw it and said: “Now I understand you actually know the problem.”
A complete document package before sample shipment, including:
RoHS 2.0 test report (SGS, <6 months old)
REACH SVHC declaration (244 substances, May 2026)
Conflict minerals template (EICC/GeSI)
MSDS and batch traceable packing listAll documents were in English, properly dated, and digitally signed. No follow up emails needed.
Trust takeaway: We didn’t ask them to “trust us.” We showed them data, photos, and documents – before they paid a cent.
5 reasons this customer chose Hightop (and you should too).
| Reason | What it means for you |
| True batch to batch stability | We keep a dedicated braiding line for 16/0.2794mm. No reconfiguring machines weekly – less human error. |
| Anti fray edge treatment | Thermal edge sealing prevents strand loosening during installation. Critical for tight Faraday cage seams. |
| On demand third party tests | We keep pre verified samples from each master batch. Need an SGS report? We pull from the same batch and ship to lab in 48h. |
| Fast technical support | The customer asked for shielding attenuation at 500MHz & 2GHz. Our engineer replied in 4 hours – with a calculator they could use themselves. |
| Safety stock + predictable lead times | We hold monthly safety stock (2,500㎡) of this exact spec. First order shipped in 12 days from PO confirmation, not 30. |
The results: from trial to repeat orders in 6 months.
The customer placed an initial trial order of 600㎡ (two rolls, 1.2m x 250m) in November 2025. Their incoming inspection found:
Mesh count variation: ±0.3 per inch (well within their ±0.5 tolerance)
Surface oxidation: none after 60 days at 50% humidity
Edge fraying: zero – even junior technicians handled it easily
In January 2026, they ordered 1,500㎡.
In March, 2,200㎡.
In May (just weeks ago), 3,000㎡.

They have now listed Hightop as an approved supplier for all their 16 mesh Faraday cage projects.
A direct quote from their purchasing lead (shared with permission, anonymized):
“We’ve finally stopped testing every roll for mesh count and oxidation. Hightop’s data matches our inbound inspection consistently. That alone saved us about 8 staff hours per shipment. The document package is always complete on the first try. This is how a professional supplier should work.”
Why this matters for YOUR Faraday cage projects.
If you are an EMI shielding integrator, test lab builder, or RF enclosure manufacturer, you have probably experienced the same frustrations: variable quality, poor edge finishing, missing compliance docs, and slow responses.
The 16 mesh / 0.2794mm wire diameter specification works – but only when delivered with discipline and transparency. At Hightop, we have turned this seemingly “standard” product into a controlled, documented process that Western buyers can rely on.
What you get when you contact the Hightop sales team.
Our European and American market team personally oversees every inquiry for this specification. When you reach out, you will receive:
- A technical data sheet (TDS) specifically for 16/0.2794mm copper mesh, including calculated shielding attenuation values
- A free A4 sample from current safety stock – shipped within 3 working days
- Preshipment test reports (batch traceable) – no need to ask twice
- Direct video call access to our quality engineer (no sales layers)
No more guessing whether your Faraday cage will pass the final EMC test. The consistency starts with the mesh.
Get In Touch
Please fill in the contact form below whether you have questions or request for a quote, we’ll get back to you as soon as possible.